電熱蒸汽硫化罐_實驗室硫化罐_硫化罐廠家-山東鑫泰鑫智能裝備有限公司

15095220299
15095220299
15095220299

山東鑫泰鑫智能裝備有限公司
聯(lián)系人:李經(jīng)理
手機:15095220299
電話:0536-6576161
傳真:0536-6067766
郵箱:sdxteax@163.com
地址:山東省諸城市蘆河大道北段
鑫泰牌無氧罐式“炭化木”的生產(chǎn)工藝過程分為一次干燥,二次干燥、升溫炭化、降溫和調(diào)濕處理、再降溫出罐5個階段。
(一)一次干燥
從生(濕)材干燥至約8-12%含水率的階段叫一次干燥。這一階段可在罐內(nèi)直接真空干燥來完成,本設(shè)備干燥時間短低運行成本高生產(chǎn)效率,30-40小時就可以完成,干燥過程木材穩(wěn)定性高,不開裂,不彎曲,不變形,木材干燥均勻。
(二)二次干燥
從12%的木材含水率干燥到3%(或4%)的階段叫二次干燥。這一階段在炭化罐內(nèi)完成。含水率約12%的鋸材進炭化罐后,先進行常規(guī)過渡干燥。干球溫度約從65—75℃開始,然后分階段升溫至約125℃,干濕球溫差逐步擴大到25℃。待木材含水率降至約3%,二次干燥階段結(jié)束。這階段時間的長短,取決于木材的樹種和厚度,120mm厚的鋸材一般約需6-8小時。
(三)快速升溫炭化
木材含水率達到3%以后,就度過了干燥的危險期。可以快速升溫,在較短時間內(nèi),升至炭化溫度(一般為160-230℃)。然后保持炭化溫度不變,對木材進行高溫?zé)崽幚恚鼓静闹械陌肜w維素和纖維素的無定形區(qū)降解,木材中吸濕性的羥基數(shù)量大大減少。同時木材中的抽提物如樹脂,萜類化合物、單寧、酸類化含物等大量揮發(fā)。因而木材的吸濕性大大減小,尺寸穩(wěn)定性和耐腐蝕性明顯提高。這一階段,罐內(nèi)真空度要達到額定負壓,,氣體的含氧量必須在2%以下,否則高溫干燥的木材會有著火危險,而且木材在高溫下氧化,會對木材的強度造成破壞。
(四)降溫調(diào)濕
木材炭化處理后,不但含水率很低(0.5%以下),而且木材本身的溫度也很高,接近180~221℃。這時無法直接進行調(diào)濕處理,必須先對木材降溫。停止向散熱器供熱的同時,進行罐內(nèi)水冷降溫,不但起到降溫作用,而且可使幾乎全干的木材適當(dāng)增濕。罐內(nèi)介質(zhì)溫度降至116℃左右,就可進行調(diào)濕處理。提高木材的含水率,并消除殘余應(yīng)力。一般待木材含水率升至4~5%時,可結(jié)束調(diào)濕處理。
(五)冷卻出罐
罐內(nèi)木材在116℃至112℃的溫度下調(diào)濕處理后,就消除了著火的危險。但不能馬上出罐,否則熱木材被罐外冷風(fēng)一吹造成應(yīng)激反應(yīng),立即就會開裂。故須待罐內(nèi)外溫差降至50-60℃左右,才能出罐。
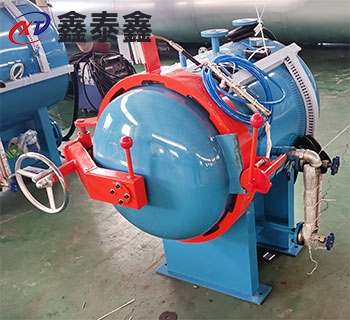
(六)設(shè)備優(yōu)點
真空無氧碳化設(shè)備是同行業(yè)較為熟練的木材深度碳化設(shè)備,整個操控過程是PLC電腦全自動控制,碳化過程中是在真空無氧條件下進行的,不會因有氧氧化產(chǎn)生異味,不會因為有氧產(chǎn)生自燃,碳化出來的產(chǎn)品顏色均一,深度均一,是碳化木材的常用設(shè)備。






掃一掃,聯(lián)系我!